A premier manufacturer specializing in fine chemicals, plant extracts, and enzyme preparations. With a focus on Research, Development, and Global Sales, we provide professional-grade ingredients for the health and wellness industry.
Our experienced quality team excels in impurity analysis and flavor formulation. Operating under stringent GMP and ISO9001 standards, we ensure every batch meets precise European and American market expectations.
Headquartered in Shanghai, we leverage China's advanced Logistics Information Management System to provide fast, cost-effective shipping across Europe, North America, and Asia.
The global food and beverage industry is currently undergoing a paradigm shift. With the World Health Organization (WHO) issuing stricter guidelines on free sugar intake and over 50 countries implementing "Sugar Taxes," the demand for Custom OEM Alternate Sweeteners has transcended a mere trend—it is now a regulatory and commercial necessity. As a leading manufacturer, Shanghai Aeterna Biotech provides the technological bridge between caloric reduction and flavor integrity.
The market for alternative sweeteners is projected to grow at a CAGR of 5.5% through 2030, driven by the rising prevalence of diabetes and obesity. However, the challenge for manufacturers isn't just "replacing sugar"—it's about matching the bulking properties, mouthfeel, and thermal stability that sucrose provides. Our OEM solutions focus on high-potency sweeteners (Stevia, Monk Fruit) and bulk sweeteners (Erythritol, Allulose) to create synergistic blends.
Modern sweetener production has evolved from basic chemical synthesis to sophisticated Bio-engineering and Enzymatic Catalysis. Our technical roadmap focuses on three core pillars:
Navigating the regulatory landscape is the most significant barrier to entry for new brands. Shanghai Aeterna Biotech provides comprehensive Regulatory Dossier Support. Whether it is FDA GRAS (Generally Recognized as Safe) notifications in the US, EFSA Novel Food authorizations in Europe, or local FSSAI/GB standards in Asia, our QA/QC team ensures that your custom formulation is "Market Ready."
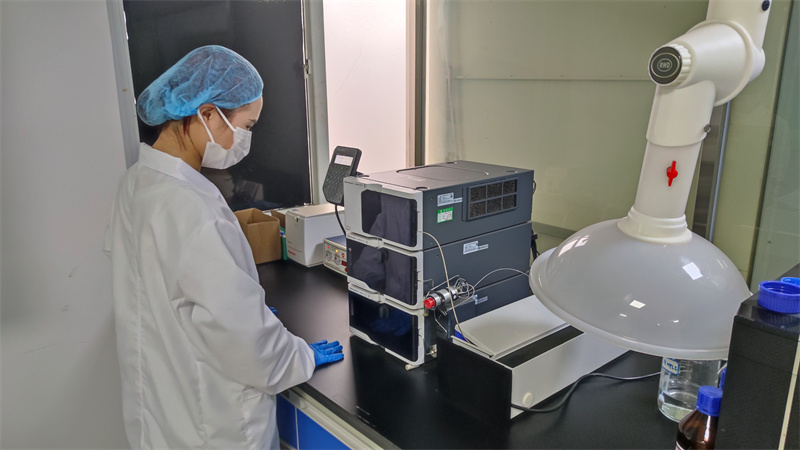
Our factory operates with a "Quality by Design" (QbD) approach. By utilizing advanced HPLC, UV Spectrophotometry, and Atomic Absorption Spectrophotometry, we provide full transparency in impurity profiling and heavy metal testing, guaranteeing safety for the end consumer.
We don't just provide raw materials; we provide Industry-Specific Solutions:
Acid-stable sweetener blends for carbonated drinks and functional waters that maintain sweetness over 12-month shelf lives.
Masking bitter APIs in pediatric syrups and chewable tablets using pharmaceutical-grade sweeteners like Sucralose or Choline-based nutrients.
Integrating Lactobionic Acid and specialized fragrances for skin-brightening formulations that require high pH stability.
Empowering Quality through Advanced Analytical Instrumentation

Physical and Chemical Tests
Moisture Detection
Assay Detection
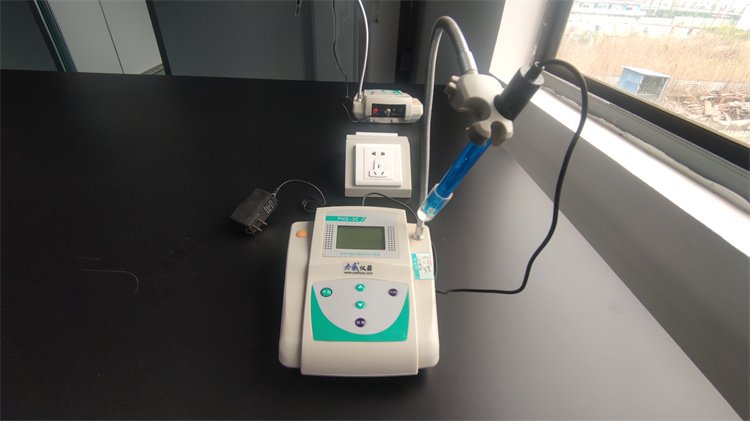
PH Meter
Electrical Conductivity Meter
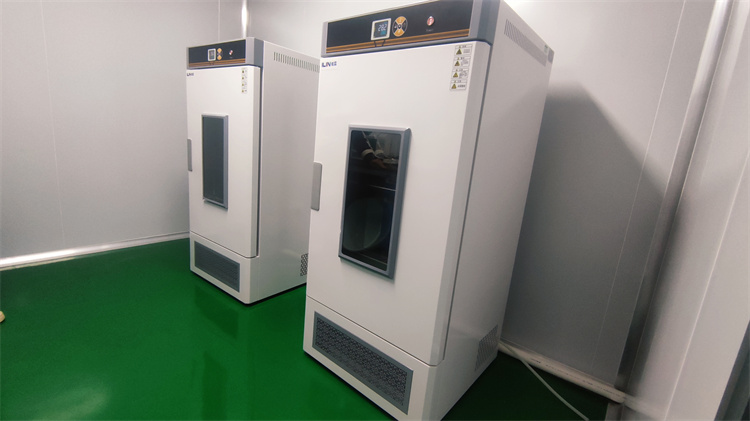
Mould Incubator

High Temperature Sterilizing Pot
Analytical Balance

Drying Oven

Ash Detection Machine

HPLC Detection Machine
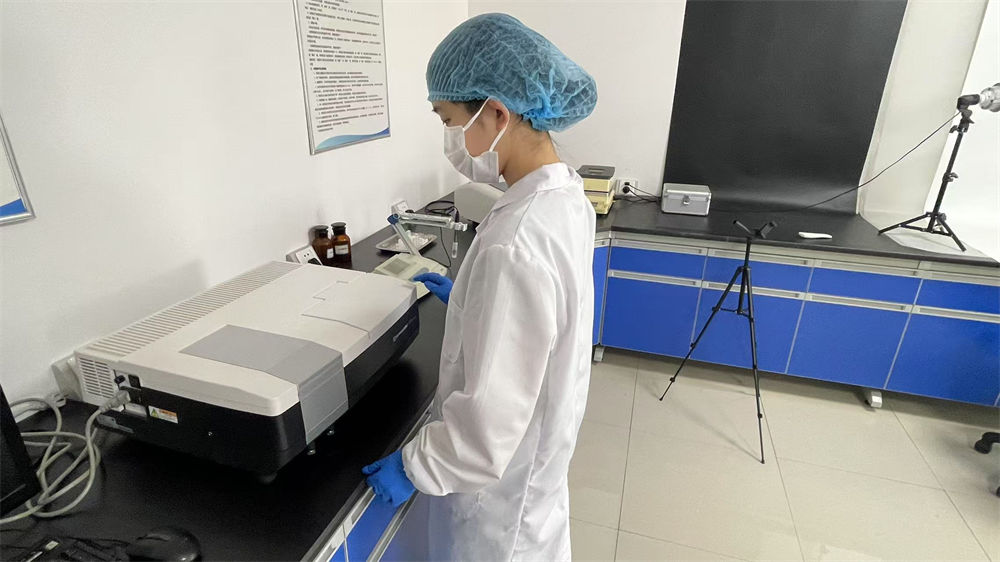
UV Detection Machine

UV Spectrophotometer

Electric Thermostatic Drying Oven

Waters High Performance Liquid Chromatograph

Box Type Electric Furnace
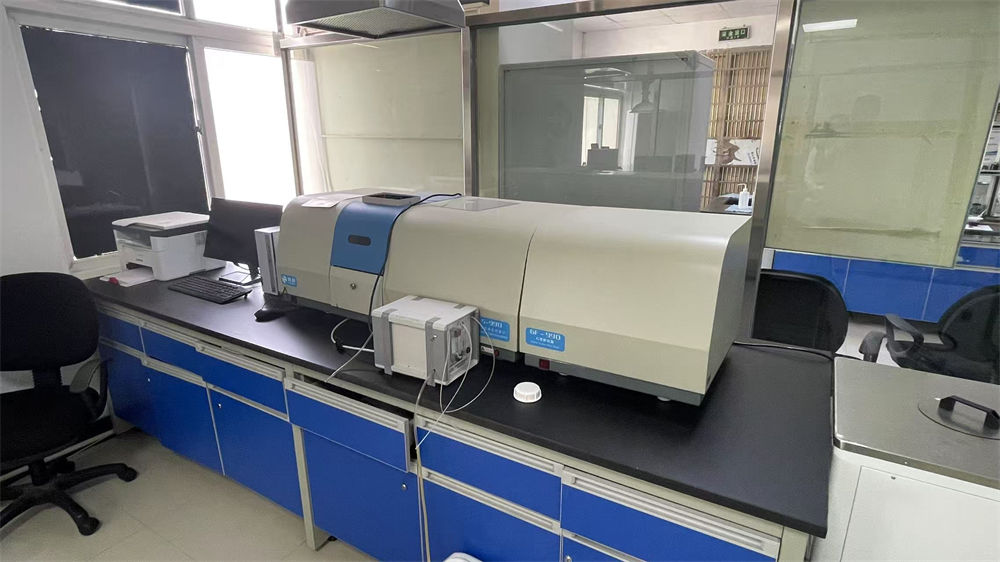
Atomic Absorption Spectrophotometer
Ultraviolet Camera Obscura
We sincerely invite your esteemed company to explore cooperation with us. Leveraging our decades of expertise in Fine Chemicals and Nutritional Ingredients, we can create a brighter future through innovation, reliability, and mutual success. Experience the difference of a professional manufacturer committed to your brand's growth.