Amino acids serve as the fundamental building blocks of life and the cornerstone of modern industrial biotechnology. As a leading China wholesale amino acids manufacturer, we recognize that the global demand for these essential compounds has evolved beyond simple supplementation. Today, amino acids are critical components in advanced pharmaceuticals, precision animal nutrition, high-performance cosmetics, and sustainable food systems.
The global market is currently witnessing a paradigm shift. With the rise of "Green Chemistry," there is an increasing reliance on bio-fermentation processes over traditional chemical synthesis. This transition not only reduces carbon footprints but also ensures the production of highly bioavailable, "L-form" amino acids that are compatible with human and animal physiology. China, currently accounting for over 60% of the world's amino acid production capacity, stands at the epicenter of this industrial evolution, providing the necessary scale and technical expertise to meet rising global procurement needs.
Utilized in IV solutions, chiral synthesis, and as active pharmaceutical ingredients (APIs). Our amino acids meet USP, EP, and BP standards for maximum safety.
Optimizing Feed Conversion Ratios (FCR). We provide Lysine, Threonine, and Methionine in bulk to support sustainable livestock growth globally.
Amino acid-based surfactants and moisturizing factors are revolutionizing the cosmetic industry with "clean beauty" and "skin-identical" formulations.
Shanghai Aeterna Biotech Co., Ltd. is a leading, reliable, and professional manufacturer specializing in fine chemicals, plant extracts, enzyme preparations, and nutritional ingredients. Our expertise spans the entire value chain: from fundamental research and development (R&D) to large-scale production and global sales. With decades of experience, we have built a solid reputation for delivering high-quality products and innovative solutions to a wide range of industries.
Our facilities are equipped with state-of-the-art production and testing equipment, allowing us to meet the highest industry standards. Through years of serving European and American markets, our QA/QC team has gained extensive experience in impurity analysis, precise control of flavor and fragrance formulations, and rigorous quality management. Our commitment to safety and reliability ensures that every product meets the expectations of both clients and end consumers.
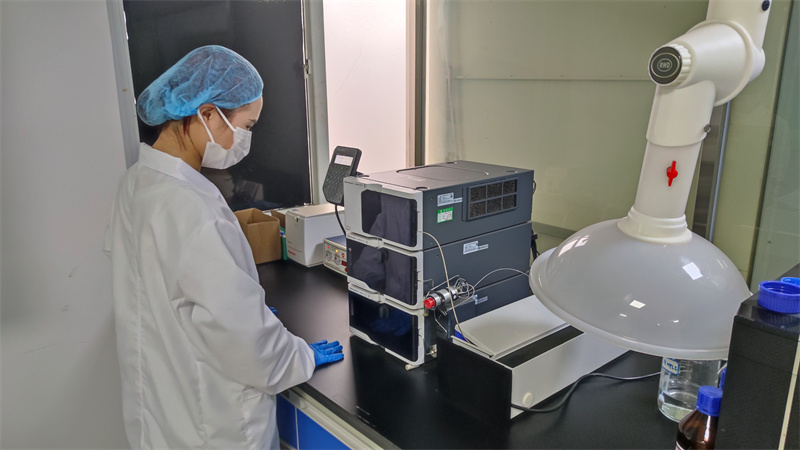
Our laboratory is the heart of our innovation. We utilize a multi-layered testing protocol to ensure 99%+ purity and full traceability for every batch of amino acids and fine chemicals produced.

Physical and Chemical Tests
Moisture Detection
Assay Detection
PH Meter
Electrical Conductivity Meter
Mould Incubator

Sterilizing Pot
Analytical Balance

Drying Oven

Ash Detection

HPLC Detection
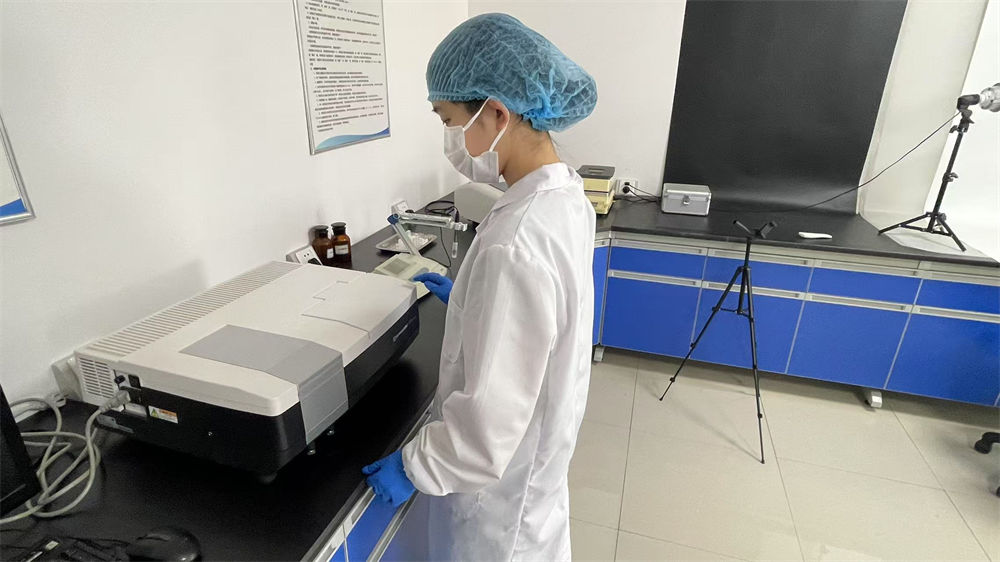
UV Detection

UV Spectrophotometer

Thermostatic Oven

Waters High Performance LC
Atomic Absorption Spec.
As we look toward 2030, the amino acid industry is embracing synthetic biology and AI-driven molecular design. Shanghai Aeterna Biotech is at the forefront of this movement, investing in technological routes that optimize enzymatic catalysis to produce rare amino acids with higher efficiency and lower waste.
For our international partners, we provide localized support that goes beyond mere product supply. We navigate complex regulatory landscapes including REACH (EU), FDA (USA), and various Halal/Kosher certifications. Our integrated logistics system in Shanghai ensures that whether you are in Hamburg, New Jersey, or Tokyo, your supply chain remains resilient and cost-effective.
Partnerships with major international freight forwarders ensure timely global distribution with real-time Logistics Information Management.
Direct manufacturer pricing combined with rigorous QA/QC provides the best cost-to-quality ratio in the global market.
Our R&D team provides formulation support and technical documentation to help accelerate your product development cycles.
China offers a unique combination of large-scale manufacturing infrastructure, advanced bio-fermentation technology, and a highly efficient logistics hub. This allows for consistent bulk supply, competitive pricing, and high-purity standards that meet global pharmacopoeia requirements.
We employ a comprehensive QA/QC system utilizing Waters HPLC, Atomic Absorption Spectrophotometry, and UV detection. Every batch undergoes rigorous physical and chemical testing, moisture detection, and microbial screening before being cleared for export.
Yes. Our R&D team specializes in tailoring product specifications, including particle size (granulation), assay levels, and specific impurity profiles to meet the unique needs of pharmaceutical and nutritional manufacturers.
Our products are manufactured in accordance with GMP guidelines and can be supplied to meet USP, EP, FCC, and AJI standards. We also provide full documentation support including COA, MSDS, and technical data sheets.