High-purity raw materials validated for global safety standards.
Navigating the complex landscape of raw food ingredients in the 21st century.
The global demand for CE certified raw food ingredients has reached an inflection point. As consumers shift towards "Clean Label" products, manufacturers are no longer looking for mere suppliers; they are seeking strategic partners who can provide Information Gain regarding bio-efficacy, safety profiles, and molecular stability. In the current industrial paradigm, raw ingredients must serve dual purposes: functional performance and regulatory transparency.
Our macro-solutions integrate Biochemical Engineering with traditional extraction. By focusing on the molecular integrity of plant extracts and enzyme preparations, we ensure that the "raw" state is preserved without compromising microbiological safety. The CE marking signifies our adherence to rigorous European Union safety, health, and environmental protection requirements, providing a universal benchmark for quality that spans from North America to the Asia-Pacific.
Industrial applications have moved beyond simple mixing. Today, precision fermentation and high-bioavailability delivery systems (like our Tetrahydrocurcumin) are the standard. We provide the technical backbone for enterprises to develop next-generation functional foods, veterinary therapeutics, and dermacosmetics that meet the stringent demands of modern E-E-A-T principles.
Shanghai Aeterna Biotech Co., Ltd. – Your Trusted Global Partner.
Shanghai Aeterna Biotech Co., Ltd. is a leading, reliable, and professional manufacturer specializing in fine chemicals, plant extracts, enzyme preparations, and nutritional ingredients. Our expertise spans research, development, production, and global sales. With decades of experience, we have built a solid reputation for delivering high-quality products and innovative solutions.
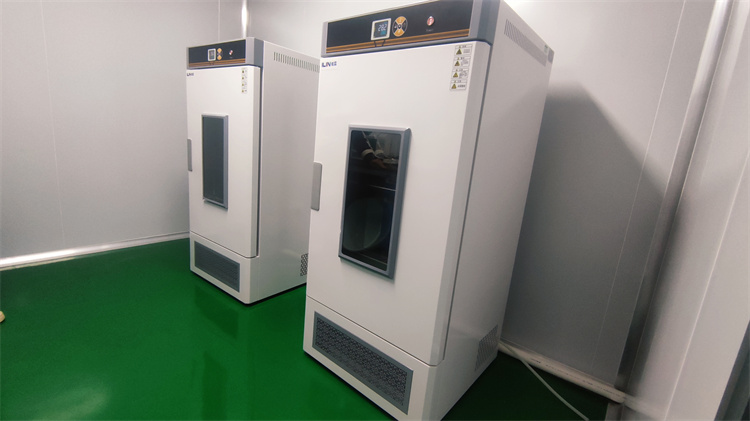
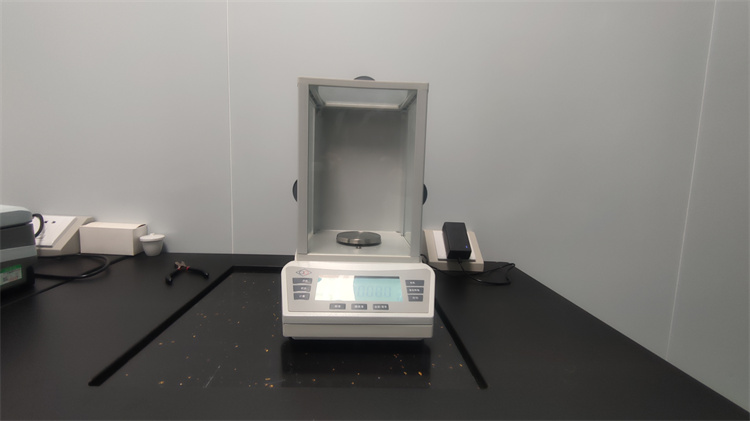
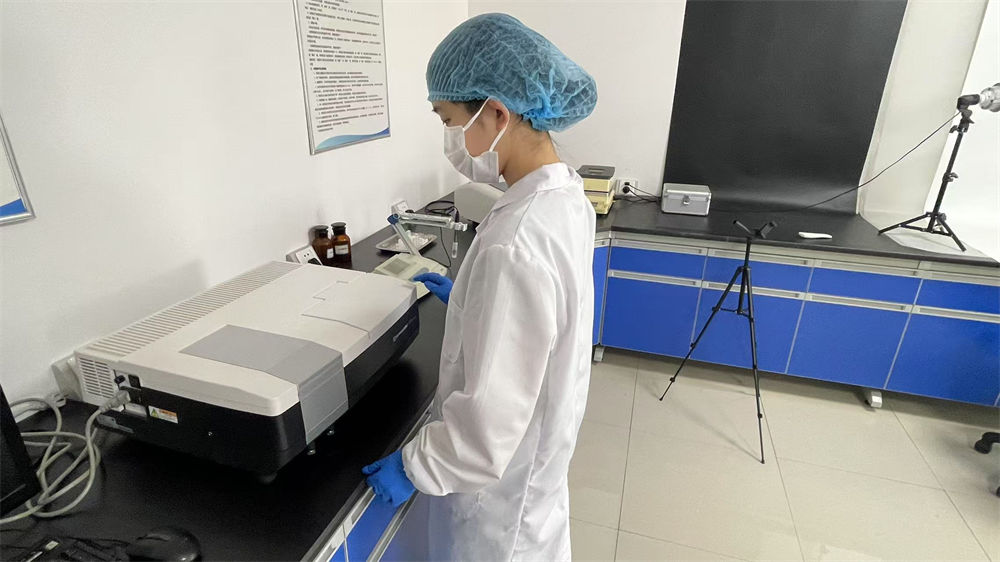
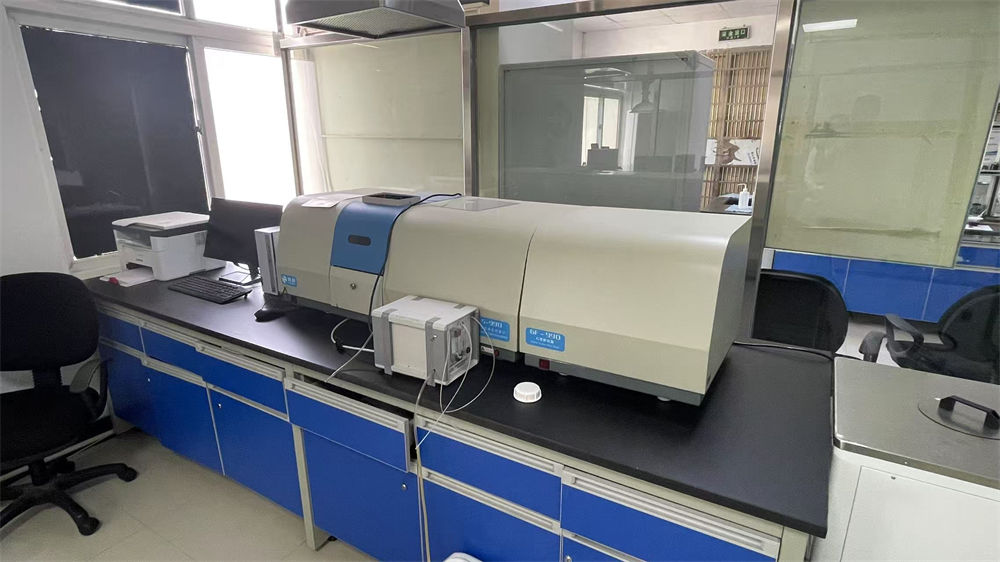
Our facilities are equipped with state-of-the-art production and testing equipment. Serving European and American markets, our QA/QC team has gained extensive experience in impurity analysis, precise flavor control, and rigorous quality management, ensuring safety and reliability for end consumers.
We manufacture thousands of tons of premium products annually. Integrated with China’s advanced Logistics Information Management System and partnerships with major Shanghai freight forwarders, we provide fast, reliable, and cost-effective shipping worldwide.
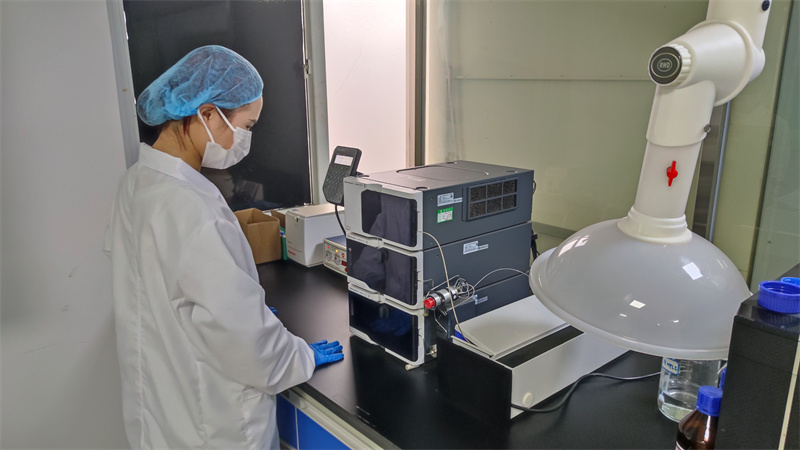
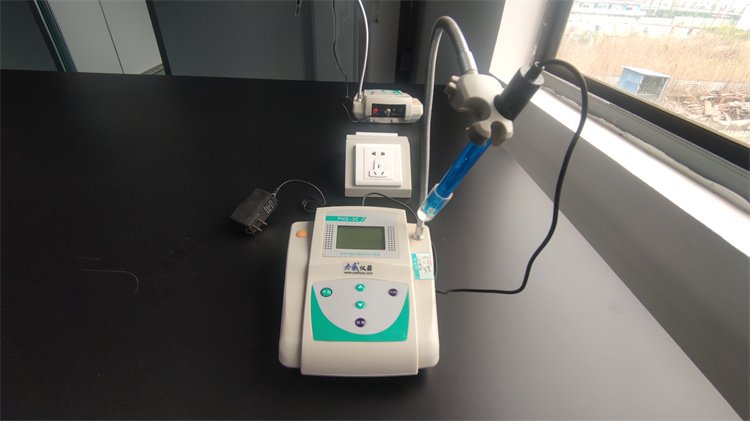
Transparency through advanced analytical instrumentation.








Bridging the gap between raw production and global market entry.
We provide full Dossier support for local registrations. Whether it’s reaching EU REACH standards or local FDA mandates, our team ensures your compliance pathway is seamless.
Our raw food ingredients are optimized for "Just-In-Time" manufacturing. We minimize batch-to-batch variation, which is critical for high-throughput industrial beverage and supplement lines.
Focusing on Green Chemistry and Zero-Waste extraction. Our technical roadmap for 2025 includes doubling our enzyme stabilization capacity to meet eco-friendly manufacturing demands.
In the world of Raw Food Ingredients Manufacturers & Suppliers, the CE certification is more than just a label—it is a comprehensive statement of Trustworthiness. At Shanghai Aeterna Biotech, we understand that "Raw" implies minimal processing, but it must never imply minimal safety. Our processes are designed to retain the natural "Life Force" or bioactivity of the ingredients, such as the volatile compounds in our β-Caryophyllene Spice Oil or the delicate prebiotic structures in our GOS (Oligosaccharides).
As a Growth-focused SEO Director, I emphasize that the future of this industry lies in Traceability. Shanghai Aeterna is implementing blockchain-based tracking for our natural plant-derived oils (like Ayna Balsam Oil) to provide our B2B clients with 100% origin certainty. By 2026, we aim to transition 80% of our extraction processes to supercritical CO2 technology, further reducing solvent residues and enhancing the "Raw" purity that our clients' customers demand.
Answering your critical queries on sourcing and quality.
CE Certification ensures that the ingredients meet the Essential Requirements of the relevant European health, safety, and environmental protection legislation. For food-related biotech products, this involves rigorous testing for heavy metals, microbial counts, and chemical purity.
We utilize Waters High Performance Liquid Chromatography (HPLC) and UV Spectrophotometry for every batch. This allows us to "fingerprint" our extracts, ensuring that the active component concentrations (like Capsanthin or Curcuminoids) remain identical across shipments.
Yes, we support innovation. We provide standardized samples along with a Certificate of Analysis (COA) and MSDS to help your R&D teams validate our ingredients within your specific formulations.
Due to our strategic location near the Shanghai port and our advanced Logistics Information System, we typically dispatch orders within 3-7 business days, with global delivery times ranging from 7-14 days depending on the destination.
Continuing our commitment to industrial-scale excellence.
At Shanghai Aeterna Biotech, we uphold the principles of credibility, integrity, and long-term partnership. Our goal is to provide top-quality products with consistent performance, competitive pricing without compromising standards, and fast delivery to ensure your smooth business operations. We sincerely invite your esteemed company to explore cooperation and experience our professional service.