The global market for Food Performance Ingredients is undergoing a paradigm shift. Moving beyond basic caloric value, the modern food industry demands ingredients that offer functional benefits—what we call "Performance Ingredients." This includes high-stability bio-actives, prebiotics like Stachyose and FOS, and high-purity plant extracts that ensure both nutritional efficacy and organoleptic excellence.
Global Functional Ingredient Market by 2026
CAGR Growth in Clean Label Solutions
Consumers seeking Gut-Health Additives
Efficiency Gain in AI-driven Extraction
Today's Top 10 Tier factories are no longer just "processors"; they are R&D hubs. The demand for Information Gain in the supply chain means that global buyers are looking for manufacturers who provide more than just a CoA (Certificate of Analysis)—they require deep data on impurity profiles, bioavailability, and sustainable sourcing tracing.
Factories like Shanghai Aeterna Biotech leverage China's massive industrial ecosystem, ensuring that raw material sourcing to final HPLC testing happens in a condensed timeline, reducing "time-to-market" for global brands.
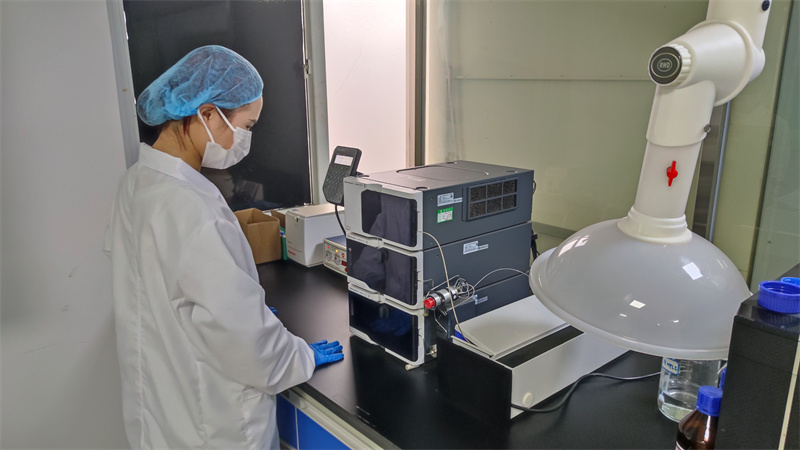
Utilizing Waters High-Performance Liquid Chromatographs and Atomic Absorption Spectrophotometers, Chinese labs now match or exceed European standards for precision and purity at a fraction of the operational cost.
Integration with the Logistics Information Management System in hubs like Shanghai ensures that thousands of tons of premium products are distributed globally with real-time tracking and optimized freight costs.
Shanghai Aeterna Biotech Co., Ltd. stands as a titan in the research, development, and production of fine chemicals and nutritional ingredients. With decades of industry experience, the company has transitioned from a localized manufacturer to a global authority in bio-active ingredients.
Our commitment to E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness) is evidenced by our rigorous QA/QC team. We specialize in impurity analysis and the precise control of flavor and fragrance formulations, ensuring that products like L-Carvone or Natural Mica Powder meet the highest cosmetic and food-grade standards.
Our factory is equipped with the industry's most advanced diagnostic tools to ensure the "Performance" in our ingredients is scientifically verified.
 Physical and Chemical Tests
Physical and Chemical Tests
 Moisture Detection
Moisture Detection
 Assay Detection
Assay Detection
 PH Meter
PH Meter
 Electrical Conductivity Meter
Electrical Conductivity Meter
 Mould Incubator
Mould Incubator
 High Temperature Sterilizing Pot
High Temperature Sterilizing Pot
 Analytical Balance
Analytical Balance
 Drying Oven
Drying Oven
 Ash Detection Machine
Ash Detection Machine
 HPLC Detection Machine
HPLC Detection Machine
 UV Detection Machine
UV Detection Machine
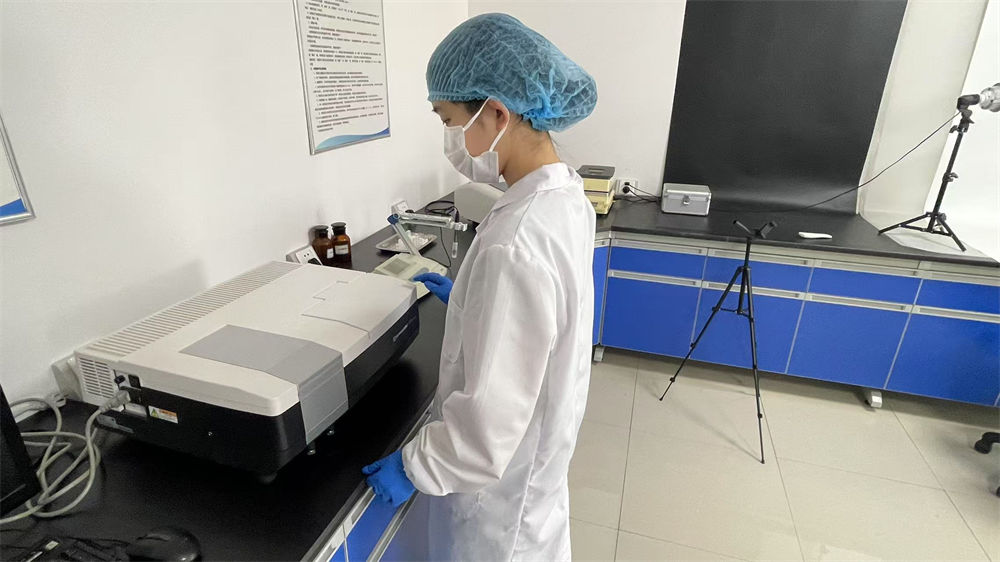
 UV Spectrophotometer
UV Spectrophotometer
 Electric Thermostatic Drying Oven
Electric Thermostatic Drying Oven
 Waters HPLC
Waters HPLC
 Box Type Electric Furnace
Box Type Electric Furnace
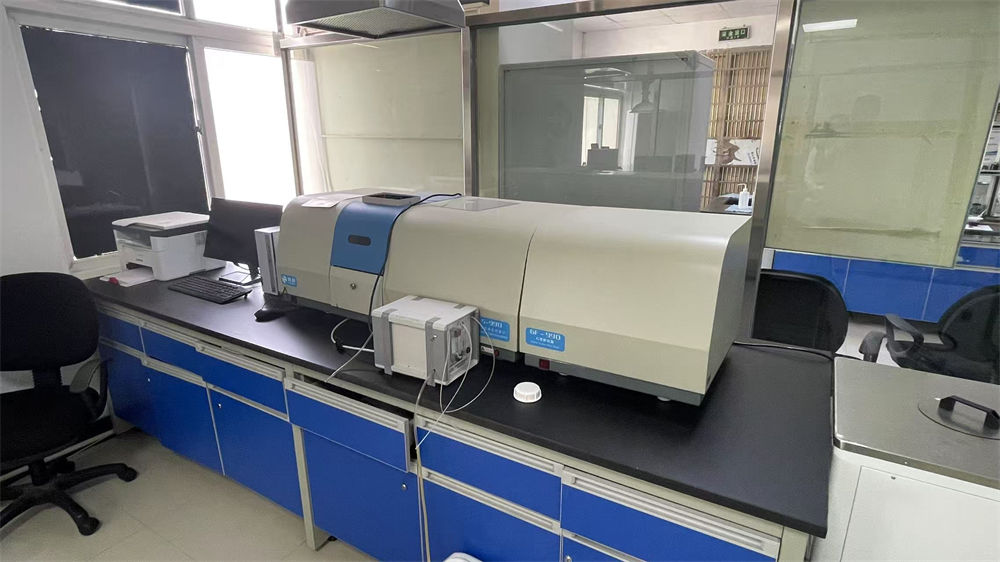 Atomic Absorption
Atomic Absorption
 UV Camera Obscura
UV Camera Obscura
Ingredients are being engineered for specific genetic profiles, requiring factories to have modular production lines for small-batch, high-potency actives like Retinaldehyde and specific oligosaccharides.
The shift towards sustainable bio-manufacturing allows for the creation of identical compounds (like Glutathione) with lower environmental impact and higher purity than traditional chemical synthesis.
Increasing the stability of volatile oils, such as Oregano Oil or Citronella, through nano-encapsulation ensures performance longevity in functional food applications.
A: We utilize nitrogen-blanketing and specialized light-proof packaging combined with Shanghai's rapid logistics to ensure that oxidation is minimized. Our QA/QC team conducts "stress tests" simulating transit conditions before any batch is approved for export.
A: Yes. Our drying ovens and grinding facilities allow for precision control over particle size distribution, which is critical for the "performance" and texture of final cosmetic and food products.
A: Beyond manufacturing, we provide Information Gain through technical dossiers, formulation support, and regulatory guidance for European and American markets, helping clients navigate complex ingredient compliance.















