Direct sourcing portfolio of advanced industrial raw materials engineered for maximum bioavailability, structural purity, and application performance.








The global functional food ingredients sector is undergoing a profound paradigm shift. Driven by preventive healthcare movements, shifting regulatory landscapes, and an aging population, food is no longer viewed merely as a source of basic caloric nutrition. Today, global consumers demand targeted physiological benefits, ranging from glucose regulation and gut microbiome fortification to cellular longevity and metabolic optimization.
Industrial manufacturers are replacing traditional chemical synthesis with bio-fermented alternatives and natural extractions. Standardized plant extracts and biochemically synthesized co-factors (such as Vitamins, Prebiotics, and natural colorants) have transitioned from niche wellness formulations into primary, large-scale consumer goods. The challenge for global enterprises, however, lies in scaling these ingredients while maintaining molecular purity, batch-to-batch consistency, and compliance with stringent international regulations (such as US FDA GRAS, EFSA Novel Food guidelines, and GMP systems).
As the world's primary industrial workshop, China has evolved from a bulk producer into a center of high-tech synthesis and bio-refining. Modern Chinese manufacturing plants feature advanced automation, complete vertical integration, and structural cost efficiencies that are difficult to replicate.
Key operational advantages driving China’s manufacturing dominance include:
Functional ingredients perform differently depending on formulation matrices, local consumer trends, and regulatory barriers in different geographic markets. For instance:
US and Canadian food brands are aggressively reformulating products to minimize added sugars. Enzymatically synthesized sugars like Allulose and prebiotics like FOS (Fructo-Oligosaccharides) are widely adopted in keto, low-glycemic, and diabetic-friendly foods. Our functional ingredients are designed to provide the physical bulk and clean sweetness profile needed to replace sucrose without artificial chemical aftertastes.
In the European market, demand is centered around clean-label botanical extracts, such as Natural Taxamairin C (Taxus Extract) and natural colorants like Capsanthin Oleoresin. These clean, sustainably sourced active ingredients are vital to both the cosmetic formulations and the organic animal feed sectors in Europe, meeting strict EFSA regulatory checks and eco-conscious consumer expectations.
In Asian markets, there is significant growth in functional beverages, anti-aging cosmetics, and metabolic supplements. Botanical extracts containing high concentrations of Sophoricoside and amino-acid metabolizing compounds like Vitamin B6 are integrated into ready-to-drink functional beverages and daily nutritional tablets to help combat lifestyle diseases and promote overall well-being.
Shanghai Aeterna Biotech Co., Ltd. is a leading, reliable, and professional manufacturer specializing in fine chemicals, plant extracts, enzyme preparations, and nutritional ingredients. Our expertise spans research, development, production, and global sales. With decades of experience, we have built a solid reputation for delivering high-quality products and innovative solutions to a wide range of industries.
Our facilities are equipped with state-of-the-art production and testing equipment, allowing us to meet the highest industry standards. Through years of serving European and American markets, our QA/QC team has gained extensive experience in impurity analysis, precise control of flavor and fragrance formulations, and rigorous quality management. Our commitment to safety and reliability ensures that every product meets the expectations of both clients and end consumers.
With modern production facilities and advanced logistics, Shanghai Aeterna Biotech manufactures thousands of tons of premium products annually. Our close partnerships with major international freight forwarders in Shanghai ensure timely global distribution. The integration of China’s advanced Logistics Information Management System enables us to provide fast, reliable, and cost-effective shipping solutions for our clients worldwide.
Over the years, our commitment to quality, professionalism, and customer satisfaction has allowed Shanghai Aeterna Biotech to evolve from a small-scale manufacturer into a globally recognized supplier and one-stop solution provider. We serve customers across Europe, North America, Asia, and other regions, offering tailored solutions that meet their specific requirements.
At Shanghai Aeterna Biotech, we uphold the principles of credibility, integrity, and long-term partnership. Our goal is to provide:
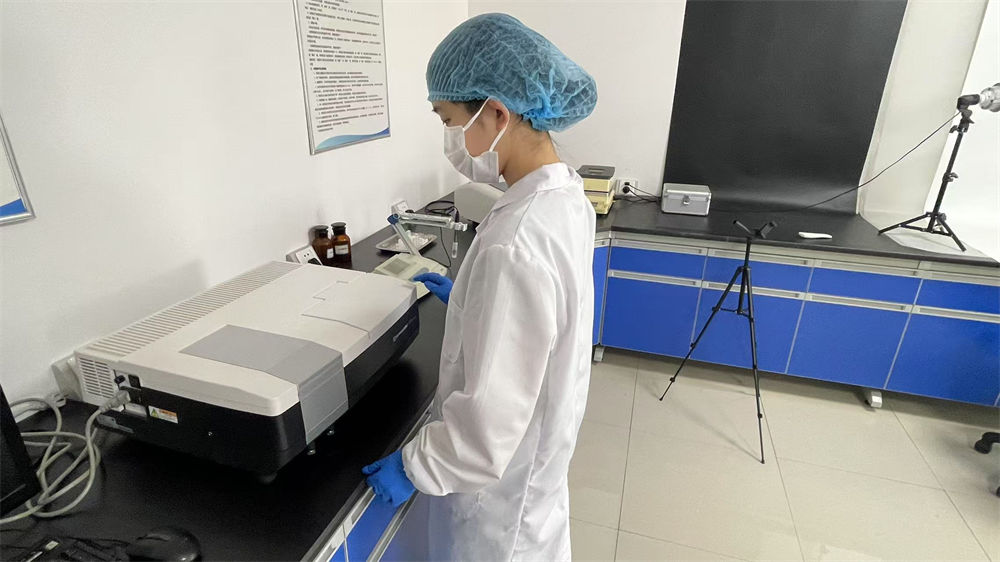
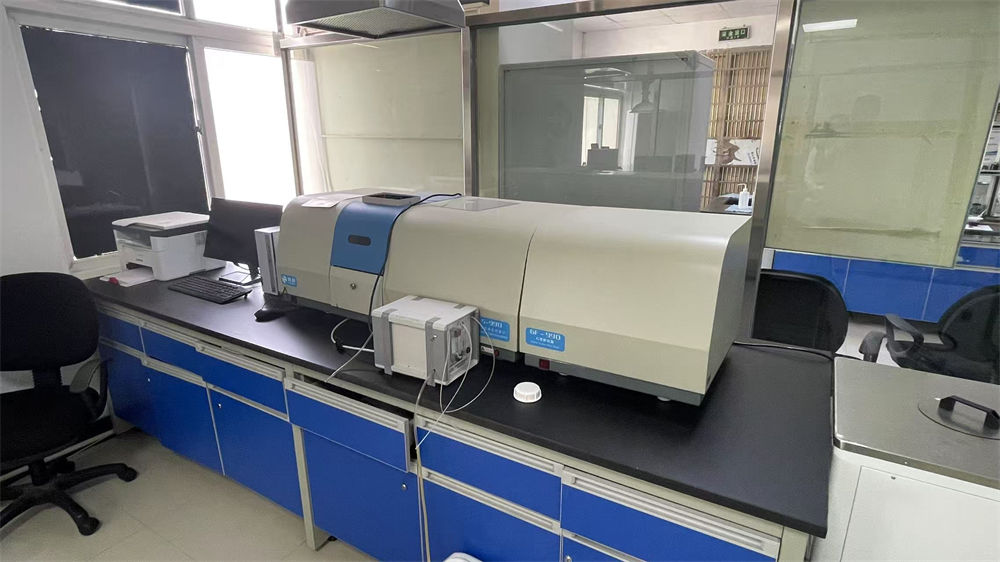
To guarantee pharmaceutical-grade consistency, our analytical laboratories feature advanced testing systems operated by senior chemists. Below is a detailed look at our in-house testing equipment:









The landscape of functional nutrition is evolving beyond simple mineral and vitamin fortification. R&D strategies are shifting toward molecular synergetics and targeted cellular delivery. The key trends driving innovation include:
Sourcing industrial chemical reagents, botanical extracts, and food additives from overseas requires careful planning around logistics, quality assurance, and compliance. To mitigate risk, procurement teams should prioritize the following protocols:
1. Analytical Verification: Always request detailed HPLC (High-Performance Liquid Chromatography) chromatograms and Atomic Absorption Spectrometry (AAS) heavy metal analyses for each batch to verify purity.
2. Traceable Logistics Systems: Partner with manufacturers that integrate advanced Logistics Information Management Systems. Real-time cargo tracking minimizes transit delays at major marine terminals and helps avoid stock shortages.
3. Regulatory Compliance: Ensure all incoming batches are supported by documentation proving compliance with target-market frameworks, such as EU REACH, FDA GRAS, or GMP protocols.
A comprehensive inventory of high-purity industrial chemical components and feed additives, processed under strict quality controls for diverse laboratory and manufacturing applications.