The global landscape for food and nutritional ingredients has shifted from simple "mass production" to "precision safety." As of 2024, the market for Allergen-Free Ingredients is no longer a niche segment for people with Celiac disease or severe nut allergies. It has evolved into a $35 billion global industry driven by the "Clean Label" movement and heightened consumer health awareness.
Projected double-digit growth in North America and EU due to stringent labeling laws like the FASTER Act.
Consumers now demand granular data on trace elements, cross-contamination risks, and sustainable sourcing.
Replacement of dairy, soy, and gluten with hypoallergenic alternatives like Pea Protein, Gardenia pigments, and Schisandra oils.
At Shanghai Aeterna Biotech Co., Ltd., we are redefining the "Made in China" label through the integration of Industrial IoT (IIoT) and Smart Quality Management. Our Factory 4.0 initiatives focus on three core pillars:
Enterprises in the US and Europe are currently facing massive supply chain disruptions. Shanghai Aeterna provides Resilience-as-a-Service, maintaining strategic buffer stocks and offering customized formulations that meet FDA, EFSA, and ISO standards.
Our E-E-A-T (Experience, Expertise, Authoritativeness, Trustworthiness) is rooted in our physical infrastructure. We don't just supply; we validate.








Our History: Shanghai Aeterna Biotech Co., Ltd. is a leading, reliable, and professional manufacturer specializing in fine chemicals, plant extracts, enzyme preparations, and nutritional ingredients. Our expertise spans research, development, production, and global sales. With decades of experience, we have built a solid reputation for delivering high-quality products and innovative solutions to a wide range of industries.
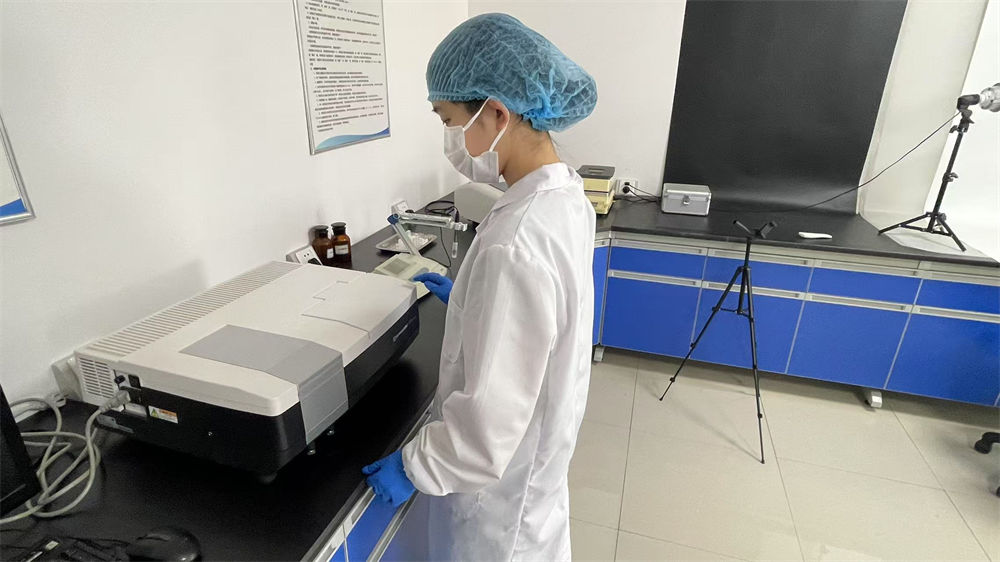
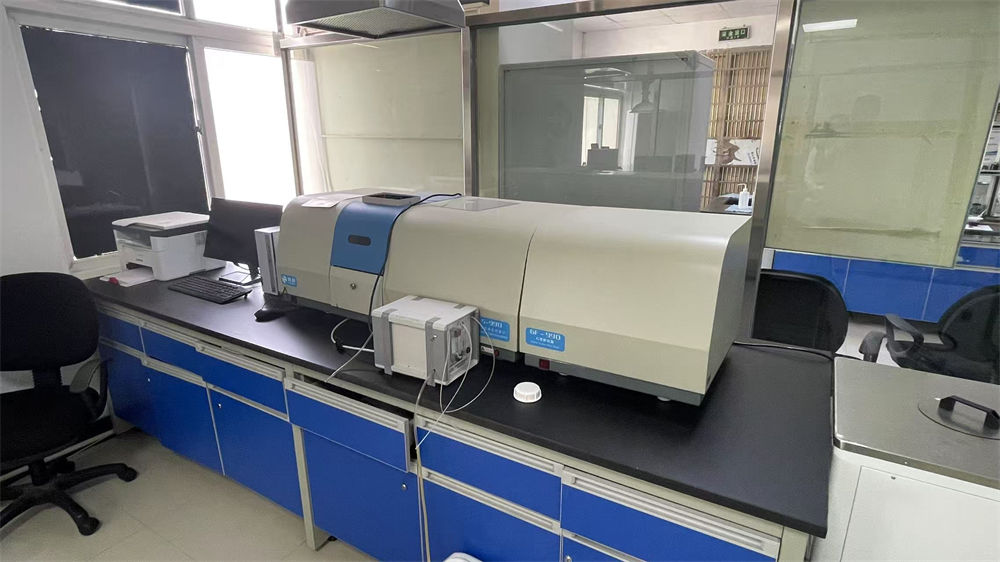
Our Factory & R&D: Our facilities are equipped with state-of-the-art production and testing equipment. Through years of serving European and American markets, our QA/QC team has gained extensive experience in impurity analysis, precise control of flavor and fragrance formulations, and rigorous quality management. Our commitment to safety ensures every product meets client expectations.
Production Capacity: We manufacture thousands of tons of premium products annually. Our close partnerships with major international freight forwarders in Shanghai ensure timely global distribution. The integration of China’s advanced Logistics Information Management System enables us to provide fast and cost-effective shipping.
Service Philosophy: We uphold the principles of credibility, integrity, and long-term partnership. We provide top-quality products with consistent performance, competitive pricing, and fast delivery to ensure smooth business operations.
Using Polyisobutylene (PIB) and Cocamide Diethanolamide for hypoallergenic shampoo, soap, and candle formulations where skin sensitivity is paramount.
Integrating Food Grade Oligosaccharides (GOS) and Gardenia Blue to create clean-label, plant-based functional drinks for health-conscious demographics.
High-purity Luminol and DNA Reagents for clinical diagnostics, where chemical precision defines the success of the outcome.
Utilizing Oxytetracycline HCl and Capsanthin Oleoresin for aquaculture and poultry, ensuring food chain safety from the very beginning.